


The cutting diameter of the router bits refers to the size of the cutting surface. Choosing the right diameter is important to ensure efficient cutting and a smooth finish. Smaller diameters are best for detailed work, while larger diameters are better for roughing out material quickly.
BUYING GUIDE
How To Choose Solid Carbide Spiral Router Bits
In the dynamic world of DIY and woodworking, selecting the right router bit is crucial for project success. However, with so many options, it can be daunting, especially for beginners.
We delve deeper, exploring how to choose the perfect router bit for your project's unique needs. Whether you're embarking on your first woodworking journey or you're a seasoned pro, we hope that our guide is packed with valuable insights and practical advice.
1. WORK MATERIAL
What Kind of Material Do You Want to Mill?
The material being cut is a critical factor in determining the type of router bits to use. Most of our bits are able to cut many different types of material, but, like anything, certain bits handle each material better than others.
Click on the material below to see which router bits are best suited for your project.








2. MACHINE USED
What Type of Machine Do You Work ?
Choosing a router bit that's compatible with your specific type of machine – be it a router table, handheld router, or CNC router – is crucial for both optimal performance and safety. The right match ensures smooth operation, precision in your work, and extends the life of both your bits and machinery.
CNC Router
Hand-held
Router Table
CNC SOFTWARE TOOL FILE DATABASE - Save your work time by importing a utility database of default values.
3. WORK TYPE
What Is Your Project Type?
Whether it's the intricate art of engraving, the precision of grooving and cutting, the finesse in trimming and profiling, or the accuracy required in template and pattern work, each operation demands a type of router bit designed for the project.
For projects that involve cutting or grooving in wood, opt for spiral bits. These bits are specifically designed for creating precise grooves and clean cuts.
For detailed engraving or lettering projects, V-groove or engraving bits are ideal. Their sharp and slender design allows for the creation of fine lines and intricate details.
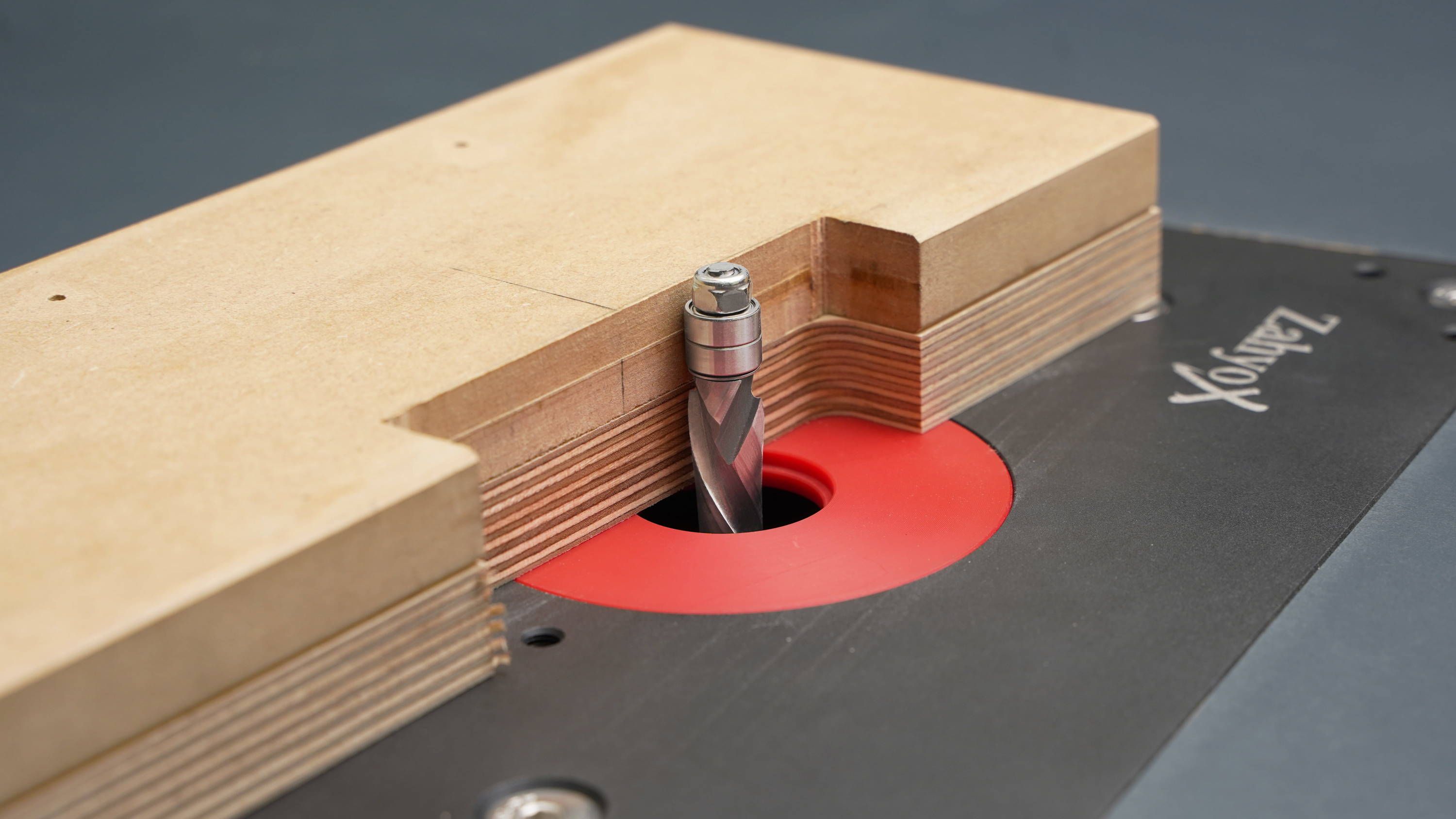
For trimming and profiling projects, flush trim router bits are the go-to choice. deal for creating smooth, consistent edges, flush trim bits are perfect for tasks like aligning laminate or veneer edges, or for template-guided shaping.
If your project involves precise cutting along a predetermined template or pattern, template bits or bearing-guided bits are the tools to use. They guarantee accurate movement along the template to achieve the desired shape.
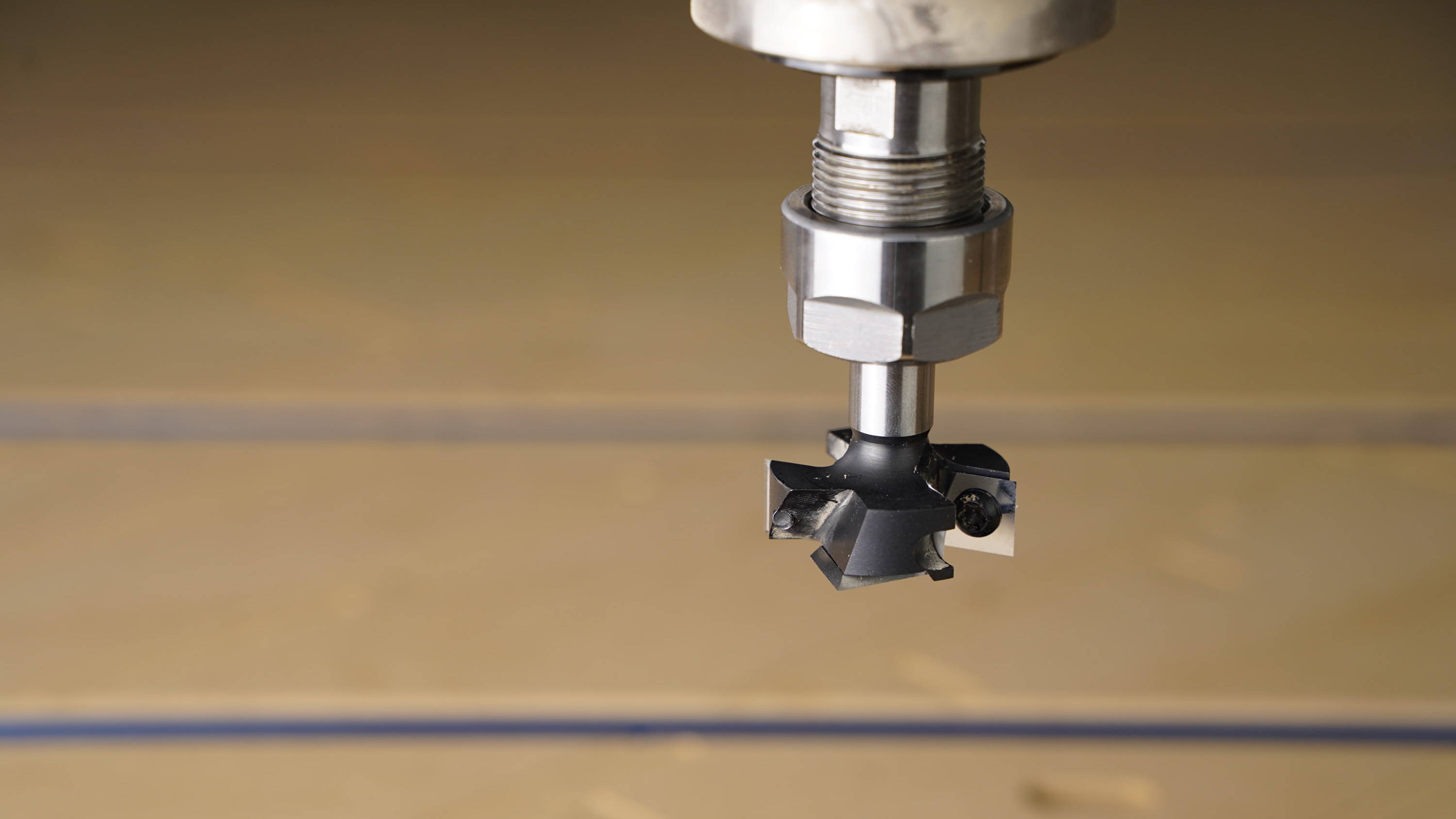
For surfacing projects that need planing and smoothing of large wood surfaces, select spoilboard surfacing bits with a larger cutting face.
4. SPECIFICATION
Selecting Router Bit Geometry, Rotation, and Coating
Geometry
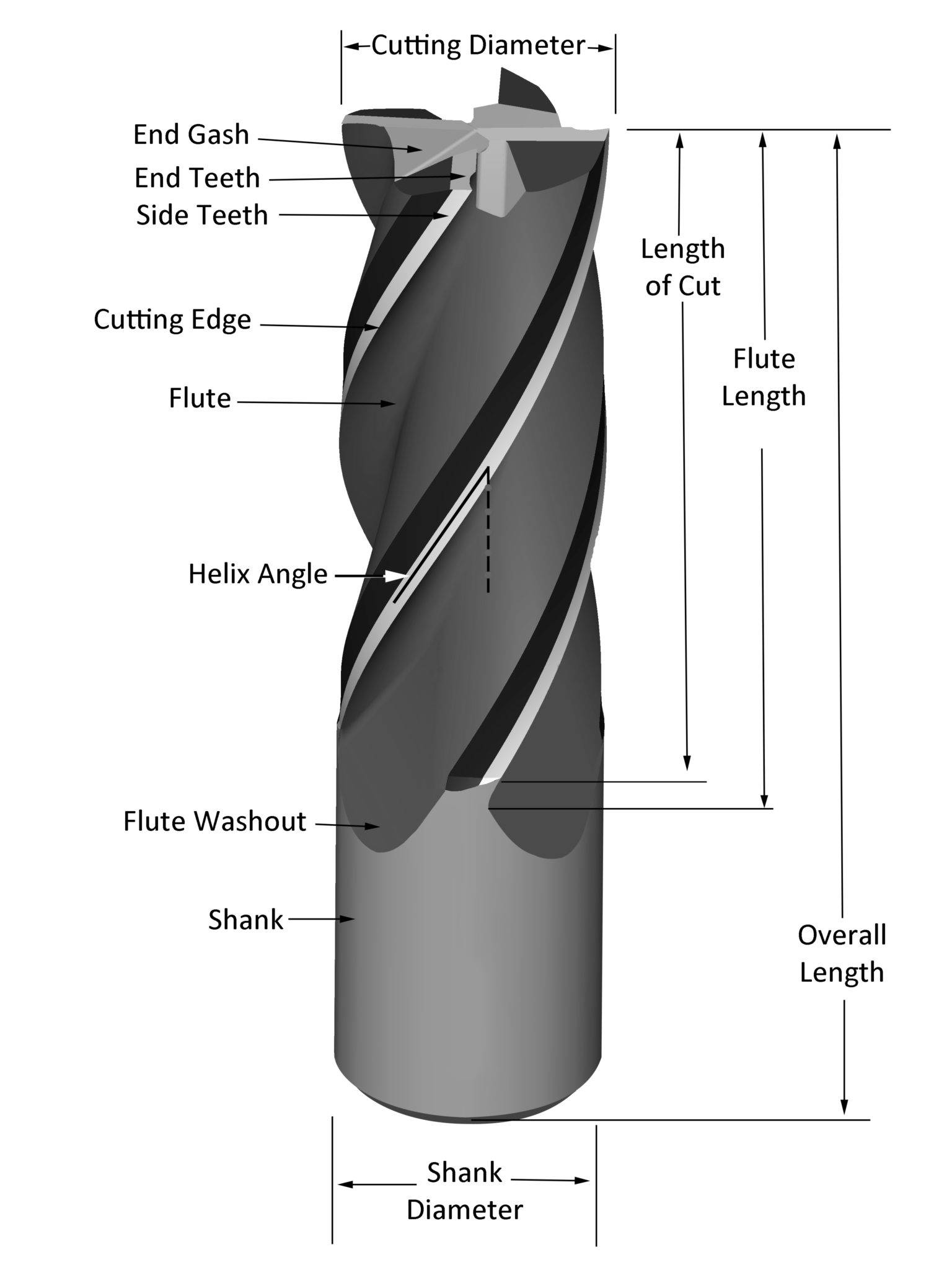
Cutting Diameter (CD)
Shank Diameter (SD)
The shank diameter is the width of the shank – the non-cutting end of the tool that is held by the tool holder. This measurement is important to note when choosing a tool to ensure that the shank is the correct size for the holder being used. Shank diameters require tight tolerances and concentricity in order to fit properly into any holder.
Length of Cutting (CL)
The total measurement of the functional (sharp) cutting depth, this excludes any Flute Washout, crucial for determining the maximum depth a bit can safely cut in a single pass.
Overall Length (OAL)
The total measurement from one end of the end mill to the other, from the top (cutting end) to the bottom of the shank. It is crucial as it affects the bit's compatibility with the router and the reach for deeper cuts, ensuring safe and effective operation.
Flute Count (FL)
The number of flutes on an end mill affects its cutting performance. End mills with fewer flutes are more rigid and can remove material faster, while end mills with more flutes provide a better finish.
Helix Angle
The cutting edge angle measured from the centerline of the end mill to a straight line tangent along the cutting edge. A larger angle results in smoother cuts and better chip ejection, reducing heat and wear.
End Teeth, Side Teeth, End Gash
End Teeth – The teeth or cutting edges at the very top of the end mill, also known as axial teeth.
Side (Peripheral) Teeth – The teeth or the cutting edges on the side of the end mill, also known as radial teeth.
End Gash – the pockets on the end of the end mill that create the axial (end) teeth.
Rotation
Just remember: down-cut bits cut away from your tool, and up-cut bits cut towards it. Compression router bits are a combination of down-cut and up-cut bits. The tip and first ⅛ – ⅝ inch is an up-cut, while the rest of the bit is a down-cut.

- DOWN-CUT
- UP-CUT
- COMPRESSION
✓ Grooves in tearout-prone materials like highly figured wood, plywood, and other veneers
✓ For clean edge on the tool-side of your stock
✓ Cutting small parts on the CNC
✓ Grooves in straight grained hardwoods like maple, walnut, or oak
✓ For clean edges on opposite side of your stock from the tool
✓ Plunge cutting
✓ Through cuts in harwoods, softwoods, plywood, melamine, and other veneers
Coating
ZahyoX operates our own PVD (Physical Vapor Deposition) coating work center. We provide you with unique coatings for their specific application, we developed X-Series, Y-Series and Z-Series for wood cutting, metal cutting and aluminum machining to truly maximize the performance achievable with ZahyoX cutting tools.
- X- Series
- Y-Series
- Z-Series

X-Series Coated
PVD nACo Coating, Designed for Wood Cutting.
3800 HV
high hardness
0.25
Extremely low friction
900°F
Max working temperature

Y-Series Coated
PVD TiAlN Coating, Designed for Metal Cutting.
3400 HV
high hardness
0.25
Extremely low friction
1300°F
Max working temperature

Z-Series Coated
PVD ZrN Coating, Specifically for Machining Aluminum
2400 HV
high hardness
0.30
Extremely low friction
1300°F
Max working temperature
Machining parameters
- Feed & Speed calculator
- tool datebase
CHIP LOADFEED RATERPMNUMBER OF FLUTES
=
/(
X
)
FAQS
1. How to choose the proper router bit for project?
a. Choosing the right router bit involves considering the material of your workpiece, the type of machining required, and your machine's capabilities.
b. For different materials, select a router bit with appropriate hardness, often carbide or a coated variant.
c. Decide between flat, ball nose, or corner radius router bits based on the desired surface finish and geometry.
d. Consider the flute count: fewer flutes for softer materials and better chip evacuation, more flutes for harder materials and finer finishes.
f. Ensure the router bit size matches your project's requirements and is compatible with your machine's specifications.
2. How do I make sure I'm buying a quality tool?
- When buying a quality router bit, look for a solid tool-steel body that is well-machined and substantial in thickness and weight. Ensure the carbide is also substantial and finely ground to a mirror finish. For form-type bits (like corner round, cove, or ogee), check for a shear angle where the carbide appears tilted.
- The carbide and body should have a similar shape, with consistent clearance between them. The brazing should be even and gap-free. Finally, the overall appearance should be clean and show good attention to detail.
3. What diameter shank and cutter should I use?
- Always use the largest shank diameter that your router can accommodate. This offers greater stability and less vibration during routing, leading to better control and finish quality, and effectively preventing tool breakage.
- Larger diameters increase rigidity and material removal rate, while smaller diameters are crucial for precision and detailed work in confined spaces. The best choice depends on the project's requirements, the material being worked on, and the capabilities of the machining equipment.
4. What length of cutter should I use?
- Choose a cutter length that matches your material's thickness and the depth of cut required. Use shorter lengths for better stability, precision and less expensive. Ensure the length is compatible with your router's capabilities and consider safety and control during use.
5. How many flutes should I choose?
Flutes are the deep spiral grooves that allow chip formation and evacuation.
The number of flutes on your end mill will impact:
1. the feed rate of your machine,
2. the surface finish of your piece, and
3. the ability of the tool to clear chips.
Fewer flutes are best at chip clearing, while more flutes create a smoother surface finish but also a slower feed rate.
Single flute bits are primarily used for cutting to size when speed is more important than finish. Two and three flute bits are used when finishing is more important than speed.
6. How to choose the proper material for router bits
All of our router bits are made from solid carbide. They provide better rigidity and can be run 2 to 3 times faster than HSS. They're highly heat resistant, suitable for tough materials, and enhance machine productivity. Their durability and extended tool life make them a valuable investment.
7. What kind of coatings do you offer?
Of course, you can also choose to add coatings, and we provide TiAlN, ZrN, and nACRo coatings.
8. What is the most important part of router bit?
- The most important part of a router bit is its shank. The shank's quality and condition are crucial because it ensures the bit's stability and alignment in the collet. A perfectly concentric shank minimizes vibration and run-out, leading to smoother cuts and longer tool life.
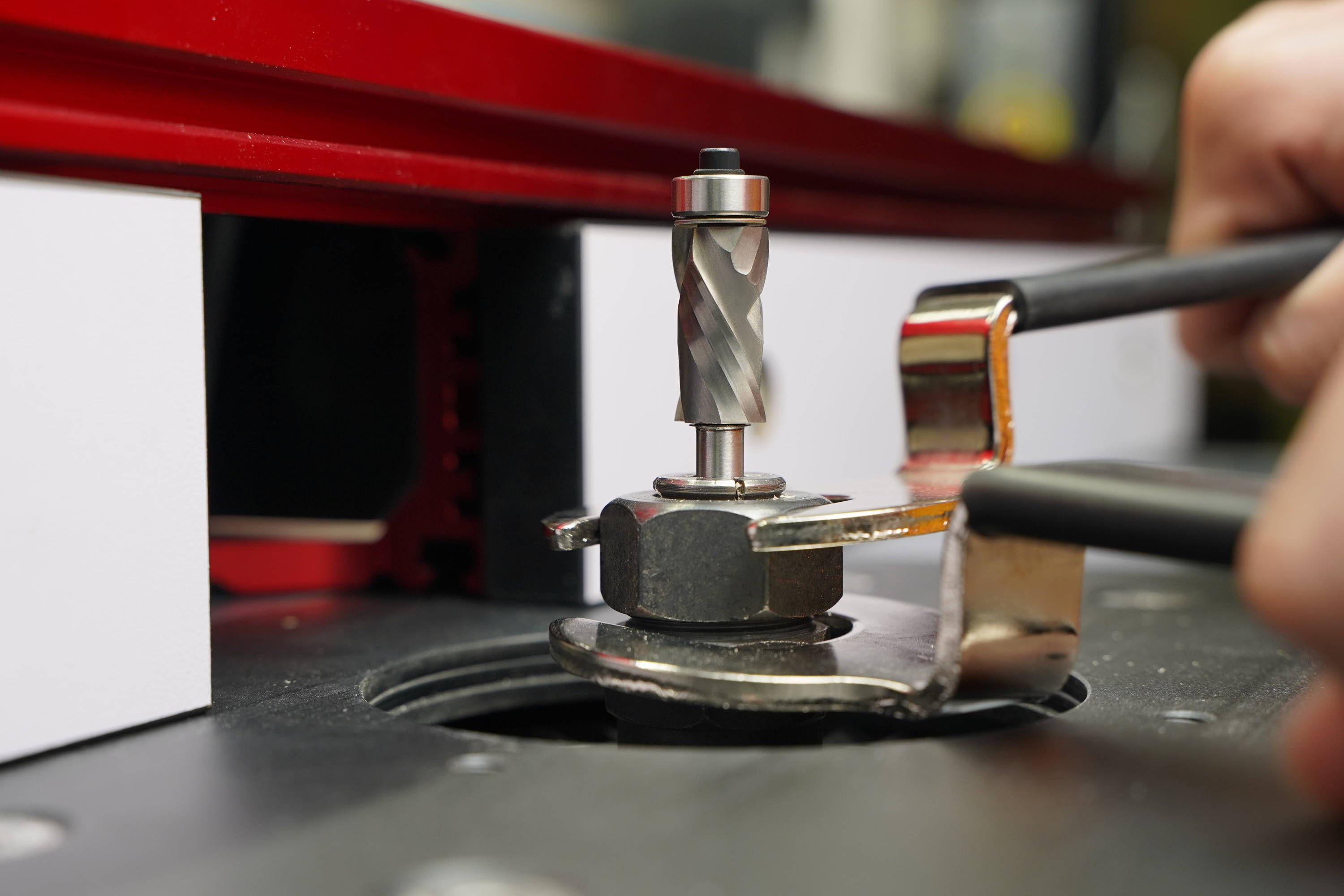
9. What is the proper way to install bits into collet?
- Fully insert the router bit into the collet, then pull it back slightly (about 1/16 to 1/8 inch) to avoid bottoming out. And ensuring the bit is firmly held but not over-tightened. Always ensure the router is unplugged during this process.
10. What is the leading cause of dull cutting tools?
- The leading cause of dulling in cutting tools is excessive heat. This heat can be generated from cutting very abrasive materials such as MDF, melamine, plywood, etc. Additionally, dulling can occur due to improper and infrequent sharpenings, incorrect feed rates and RPMs, excessive removal of material, inappropriate cutting tool selection for the type of material and machine, and inadequate horsepower.
Mastering Precision
These tools, while small, hold the power to make or break the finesse of your projects. Join us as we explore essential insights and techniques for woodworking project success.
OUR BEST SELLERS
Vouched By 2,000+ Previous Buyers
Take a look at what's hot: Check out the tools woodworkers are choosing for their projects.








